The refractive index is perhaps the most important parameter in an optical component and variations (at the design wavelength) are ideally kept to a minimum as otherwise a manufacturer runs the risk of introducing unwanted aberrations in the transmitted wave-fronts and the overall performance of the compenent. This is especially important in components such as Etalons where even tiny variations in optical path difference (OPD) can destroy performance or lenses as far as their focal length is concerned.
A variation in the refractive index is called an inhomogeneity and represents the difference between the highest and lowest refractive index found in the material sample. The application usually dictates the homogeneity requirement of the optical material, but great care must be taken when specifying the homogeneity as it also has an influence on the cost – the more homogenous the refractive index has to be and the larger the substrate, the more expensive the raw material becomes. If a material is not used in transmission, but, for example, as a mirror, the homogeneity is of little importance.
ISO 10110 Part 4 specifies six different inhomogeneity classes as listed in table 1 below:
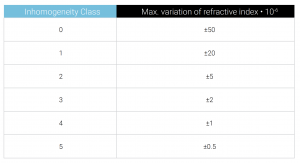
Table 1: Inhomogeneity classes in optical materials as per ISO 10110 Part 4
Extreme examples of inhomogeneity in a material can be found in Georgian and Victorian window panes which are made of sheet glass. The variations in the window panes are generally visible by the naked eye, causing objects viewed through the window to appear clearly distorted.
Inhomogeneities can arise from multiple sources during the glass production process. They can arise from gradients in the chemical composition of the molten glass due to evaporation or reactions with the walls at the surface. Density variations (and therefore refractive index variations) can emerge as the glass approaches equilibrium densities at high temperatures faster than for low temperatures. This density is itself different for different temperatures around the temperature at which the glass-liquid transition takes place. Additional inhomogeneity may arise from stress developed during the cooling process.
A manufacturer can refine the production process however by carefully controlling the cooling process and measuring the refractive index in situ at different regions. A large ingot of material is manufactured and then cut up according to areas of lower and higher homogeneity. A key take-away is the understanding that inhomogeneity is mainly a result of the production process as opposed to being an intrinsic property of the material though the glass type plays a role, as does the size of the component.
A very predominant glass type for our products is Corning 7980 Fused Silica and equivalent materials from other manufacturers. This type of Fused Silica has over the years proved itself as a staple of the precision optics industry due to its low refractive index (nd = 1.4585 ), low dispersion (vd = 67.8), low coefficient of thermal expansion and exceptionally high transmittance from the deep UV through the visible and infrared. Additionally, Fused Silica substrates are non-crystalline, exhibit extraordinarily low refractive index variations, low birefringence and are highly laser resistant. As a result, Fused Silica is a suitable material for most precision optic purposes including systems requiring extremely high LIDT and for very large components.
Inhomogeneity can have an undesirable and sometimes catastrophic impact on the quality of a transmitted wave-front. We can estimate this impact by considering an inhomogeneity in an optic of thickness d. The resultant deformation of the wavefront is given by
ΔW=Δ n • d
Where ΔW is the transmitted wavefront and Δ n is the peak-to-valley refractive index variation. Table 2 below illustrates the magnitude of this deformation for various optic thicknesses.
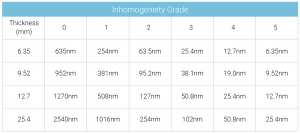
Table 2: Wave-front deviations for substrates of various thicknesses and homogeneity grades.
To highlight the importance of inhomogeneity, consider the wave-front deviation in a 12.7mm thick optic of inhomogeneity grade 3 and that this product requires a surface finish of flatness no more than λ/20 where λ = 633nm. Polishing the optic to more than a λ/10 is pointless as the wave-front deviations introduced by inhomogeneity are greater than deviations caused by surface flatness λ/20 . Material of grade 4 or higher would be more suitable. Additionally, in highly sensitive and thick optics like etalons too much inhomogeneity can have a catastrophic impact on performance and finesse.
When investigating the material, one also commonly finds bands up to a size of a few mm running through the material where the refractive index varies. These are called striae and are also classified in ISO 10110 Part 4. The definition of striae refers to the finished optical component and there are four different classes (see Table 2014-02b), with only striae causing an optical path difference (‘OPD’) of at least 30nm being considered in most cases.
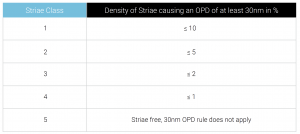
Table 3: Striae classes in optical materials as per ISO 10110 Part 4
Corning Fused Silica is notable in that all types are grade 5 in striae aside from industrial grade FS i.e. free of striae. This means that all a customer generally needn’t worry about striae introducing additional unwanted aberrations when purchasing an optical component made of Fused Silica from us.
In ISO-compliant drawings, inhomogeneity and striae are referred to by code number 2 followed by a forward slash and the homogeneity and striae classes, for example:
2/A;B with A being the Inhomogeneity class and B the Striae class
Some manufacturers may also specify the temperature coefficient of the refractive index dn/dt which prescribes how the refractive index varies with the temperature. This is an additional important consideration for an optical component designed for use in environments of much higher or lower temperatures than room temperature. As before, these variations are rarely appreciable for reflective optics but for transmissive components, the quality of a transmitted wave-front may degrade in extreme temperature environments. The variation with temperature also modifies the focal length of a lens. Some temperature coefficients and other specifications for certain Schott glasses are given in table 4.
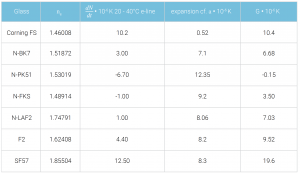
Table 4: A sample of glass properties from the Schott glass catalogue with Corning Fused Silica forc omparison. (e-line corresponds to 546.2nm)
As given in table 4: we see that some glasses are composed of a material with a negative temperature coefficient, meaning that at higher or lower temperatures (within the range of applicability) thermal expansion/contraction can compensate for the variations in optical path length. The effectiveness of this compensation is parametrised by the following equation.
Where a is the thermal expansion coefficient, T is the temperature of the optic and nrel is the refractive index. Components with a value of G close to 0 are said to be “athermal”. In powerful laser systems that have a tendency to heat up the optics considerably it may be wise to consider purchasing components constructed from athermal materials.
Especially when specifying larger pieces of material with high homogeneity and low striae (2/5;5, for example) it is advisable to contact potential material suppliers beforehand to ensure the manufacturability of the material and get an indication of potential delivery times. Where budget constraints are present, a cost indication will also be helpful as costs of high grade materials can rise exponentially with the required size of the raw material.
References and further reading
Thermal Effects In Optical Systems, T. H. Jaimeson, Optical Engineering 20(2), 156-160 (1981)
BS ISO 10110-4:1997: Optics and optical instruments. Preparation of drawings for optical elements and systems. Material imperfections. Inhomogeneity and striae, ISBN 0 580 28769 6
TIE-19 Temperature Coefficient of the Refractive Index, Schott AG, Technical Information (2016)
TIE-26 Homogeneity of optical glass, Schott AG, Technical Information (2016)
“Thermal lensing compensation optics for high power lasers,” M. Scaggs, G. Haas, Proc. SPIE 7913, Laser Resonators and Beam Control XIII, 79130C (2011); https://doi.org/10.1117/12.871370
Handbook of Optical Systems Vol. 5, B. Dörband, H. Müller, Wiley-VCH Verlag GmbH & Co. KGaA, Germany, Weinheim (2012) ISBN 978-3-527-40381-3
Corning® HPFS® 7979, 7980, 8655 Fused Silica, Optical Materials Product Information, Specialty Materials Division, Corning Inc. (2014)
For further information, please do not hesitate to contact us.
Manx Precision Optics Ltd. Units 11-12a, Isle of Man Freeport, Ballasalla
Isle of Man IM9 2AP, British Isles
Tel: +44- (0) 1624-620 800, email: sales@mpo.im
web: www.mpo.im
